



 English
English русский
русский Español
Español عربى
عربى
Contenido
- 1 Introducción a las bombas centrífugas químicas
- 2 Ventajas clave en la industria química
- 3 Selección de materiales y durabilidad
- 4 Aplicaciones en procesos químicos
- 5 Consideraciones de rendimiento y eficiencia
- 6 Mantenimiento y confiabilidad
- 7 Comparación de bombas centrífugas químicas con otros tipos de bombas
- 8 Tendencias e innovaciones futuras
- 9 Conclusión
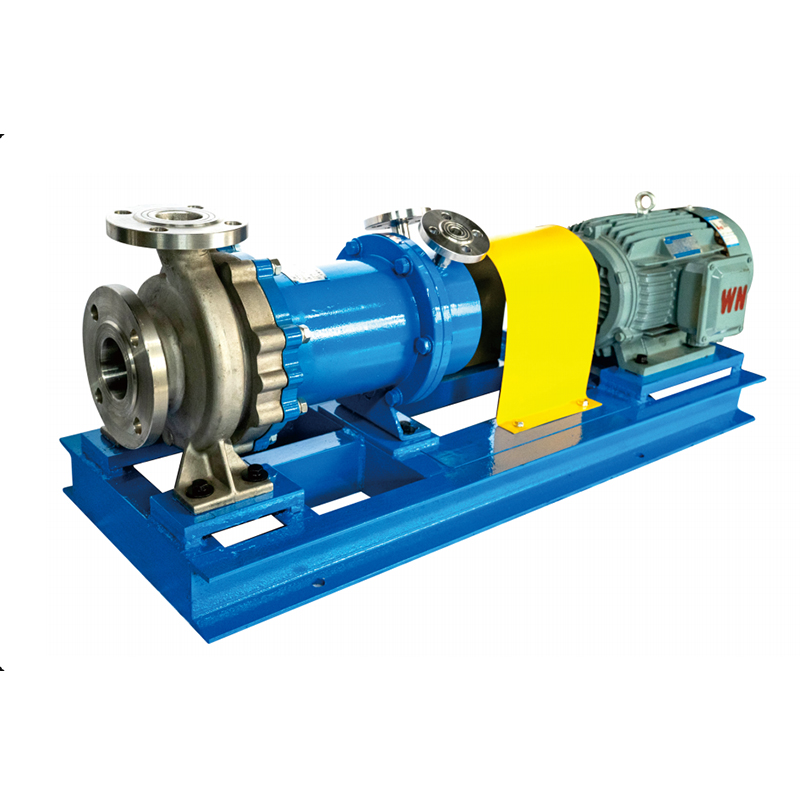
Introducción a las bombas centrífugas químicas
Bombas centrífugas químicas son bombas especializadas diseñadas para transferir líquidos corrosivos, abrasivos o de alta temperatura en industrias de procesamiento de químicos. A diferencia de las bombas centrífugas estándar, estas bombas están diseñadas con materiales y diseños mecánicos avanzados para soportar las difíciles condiciones de los entornos químicos. Su confiabilidad y eficiencia los hacen indispensables en la fabricación de productos químicos modernos.
Ventajas clave en la industria química
Las bombas centrífugas químicas ofrecen varias ventajas que las hacen esenciales para aplicaciones industriales:
- Resistencia a la corrosión gracias a materiales especializados como acero inoxidable, Hastelloy o revestimientos de PTFE.
- Capacidad para manejar fluidos a alta temperatura sin comprometer el rendimiento.
- Bajos requisitos de mantenimiento en comparación con otros tipos de bombas.
- Alta eficiencia en funcionamiento continuo, reduciendo costes energéticos.
- Capacidad para gestionar eficazmente productos químicos viscosos y de baja viscosidad.
Selección de materiales y durabilidad
La elección de los materiales en las bombas centrífugas para productos químicos afecta directamente a la durabilidad y el rendimiento. Las bombas que manejan ácidos o bases agresivos requieren materiales que resistan la corrosión, la erosión y la degradación química. Los materiales comúnmente utilizados incluyen:
- Acero inoxidable 316: Adecuado para líquidos moderadamente corrosivos y aplicaciones químicas generales.
- Hastelloy: Ideal para productos químicos altamente corrosivos, ya que proporciona estabilidad a largo plazo.
- Revestimiento de PTFE o teflón: Proporciona resistencia química y evita el contacto directo entre el líquido y el cuerpo de la bomba.
- Plásticos rellenos de carbono: Se utiliza en aplicaciones livianas y económicas con exposición química moderada.
La selección del material correcto garantiza una vida útil más larga, un tiempo de inactividad reducido y una mayor seguridad del proceso, que son cruciales en entornos de producción química de alto riesgo.
Aplicaciones en procesos químicos
Las bombas centrífugas químicas se emplean en múltiples procesos químicos debido a su versatilidad y eficiencia. Las aplicaciones clave incluyen:
- Transferencia de ácidos y álcalis: Movimiento seguro de líquidos fuertemente corrosivos en líneas de producción.
- Circulación de disolventes: Recirculación eficiente de disolventes volátiles o inflamables en reactores químicos.
- Procesos químicos de alta temperatura: Operación estable en intercambiadores de calor, sistemas de destilación y evaporación.
- Manejo de residuos químicos: Traslado seguro de efluentes industriales, minimizando el impacto ambiental.
- Sistemas de mezcla y combinación: Mantener caudales constantes para garantizar una mezcla homogénea.
Consideraciones de rendimiento y eficiencia
La eficiencia es un factor crítico en las industrias químicas donde los costos de energía y la confiabilidad del proceso son preocupaciones importantes. Las bombas centrífugas químicas están optimizadas para mantener una alta eficiencia en funcionamiento continuo. Las consideraciones clave de rendimiento incluyen:
- Eficiencia hidráulica determinada por el diseño del impulsor.
- Minimización del riesgo de cavitación mediante un diseño de succión adecuado.
- Reducción de fricción y desgaste con sellos mecánicos de precisión.
- Operación estable en una amplia gama de caudales.
- Ahorro de energía gracias a la combinación optimizada de motor y bomba.
Mantenimiento y confiabilidad
El mantenimiento es un aspecto esencial del uso de bombas centrífugas químicas. Debido a la naturaleza corrosiva de los productos químicos, los componentes como impulsores, ejes y sellos deben inspeccionarse periódicamente. Las características que mejoran la confiabilidad incluyen:
- Sellos mecánicos tipo cartucho para un reemplazo rápido.
- Diseños extraíbles hacia atrás para permitir el mantenimiento de la bomba sin desconectar el sistema de tuberías.
- Impulsores y revestimientos resistentes al desgaste para prolongar la vida útil.
- Sistemas de monitoreo integrados para detectar signos tempranos de vibración o fugas.
Una bomba centrífuga para productos químicos en buen estado garantiza un funcionamiento continuo, reduce el tiempo de inactividad y mejora la seguridad en el lugar de trabajo, lo que la hace indispensable en las plantas químicas.
Comparación de bombas centrífugas químicas con otros tipos de bombas
Si bien hay muchos tipos de bombas disponibles, las bombas centrífugas químicas suelen ser las preferidas por su combinación de confiabilidad, eficiencia y compatibilidad química. A continuación se describe una comparación:
| Tipo de bomba | Fortalezas | Limitaciones |
| Bomba centrífuga química | Alta resistencia química, eficiencia energética y funcionamiento continuo | No es ideal para líquidos extremadamente viscosos. |
| Bomba de diafragma | Bueno para lodos y líquidos abrasivos. | Caudales más bajos, salida pulsante |
| Bomba de engranajes | Maneja bien líquidos viscosos | Resistencia química limitada, mayor mantenimiento. |
| Bomba peristáltica | No se requieren sellos mecánicos, autocebantes | Pulsación de flujo, no apto para sistemas de alta presión. |
Tendencias e innovaciones futuras
La industria química sigue exigiendo soluciones de bombas más eficientes y duraderas. Los desarrollos futuros en bombas centrífugas químicas incluyen:
- Materiales compuestos avanzados para aumentar aún más la resistencia a la corrosión.
- Sensores inteligentes integrados en bombas para monitoreo del rendimiento en tiempo real.
- Diseños energéticamente eficientes que cumplen con la normativa medioambiental.
- Sistemas de bombas modulares para una instalación y mantenimiento más sencillos.
- Geometrías de impulsor mejoradas para un mejor control del flujo y un desgaste reducido.
Conclusión
Las bombas centrífugas para productos químicos son la piedra angular de la fabricación de productos químicos modernos debido a su durabilidad, eficiencia y capacidad para manejar fluidos agresivos. La selección adecuada de materiales, la optimización del diseño y el mantenimiento regular son cruciales para maximizar sus beneficios. Con los avances tecnológicos y un mayor enfoque en la eficiencia energética, estas bombas seguirán siendo esenciales en la industria química en los próximos años.












 Tel: +86-15256327373
Tel: +86-15256327373  E-mail:
E-mail:  Add: Anhui Southern Chemical Pump Co., Ltd. La intersección de la calle Kaicheng y la calle Fuxing, condado de Jing, ciudad de Xuancheng, provincia de Anhui
Add: Anhui Southern Chemical Pump Co., Ltd. La intersección de la calle Kaicheng y la calle Fuxing, condado de Jing, ciudad de Xuancheng, provincia de Anhui 